
攝影/洪政偉
生活中隨處可見鍍鋅類產品,凡是有耐腐蝕需求的鋼鐵加工製品,包括作為建材使用的浪板、擔當汽車門面的汽車鈑金、每天都要打開的電冰箱,還有高階電腦伺服器外殼、傢俱、彩色底板、滑軌、風管等等,都可能是運用中鋼的熱浸鍍鋅鋼捲,加工製作而成。
熱浸鍍鋅鋼捲,是中鋼的塗鍍產品中的其中一項,年產量約有87.5萬噸。中鋼軋鋼三廠第二熱浸鍍鋅課課長羅萬福就指出,每一批出產的鋼捲,都需根據中下游客戶需求,客製化調整鍍鋅膜厚,或是進行化成處理,在鋼捲表面進行鉻酸鹽、耐指紋處理等動作,來因應不同加工製品所需的特性。
比如說,部分高階電腦、伺服器的外殼,不會再進行烤漆,而是直接裸用鍍鋅後的鋼片,對這些廠商來說,就會要求鍍較薄的鋅層,才能維持產品表面品質美觀。相對來說,生產建材浪板的廠商,對鋼捲表面品質的要求就較低,而且考量到浪板恐架設在環境不佳的地方,反而要用越厚的鋅層,來製造高耐蝕性的產品。
由於不同客戶要求的鍍鋅模厚都不同(內行說法會用鍍鋅模重,以「公克/每平方公尺」來計),如何精準控制鋅層厚薄,就成為中鋼熱浸鍍鋅廠的一大挑戰。
中鋼技術部門代理副總經理鄭際昭指出,不同產品有不同規格的鍍鋅膜厚,若鍍的太多、高於客戶需求的厚度,由於鋅是高成本的原料之一,就會造成成本的浪費;若鍍鋅層不符合產品規格,又將導致客戶無法使用或加工後續問題,造成品質客訴。「如何控制的剛剛好,讓客戶審核過關,又能省成本,這是我們的目標。」

過去得靠老師傅依據經驗法則來人工調參的作法,現在已經看不到了。以前,老師傅需將每一次的參數設定抄寫到筆記中(如圖所示),但現在透過AI,能更精準掌控特定生產參數下的鍍鋅膜厚。(攝影/洪政偉)
開發控制鍍鋅膜厚的自動調參AI,年省成本1,600萬元
為了更精準控制鍍鋅膜厚,來減少生產浪費,中鋼用AI開發了控制鍍鋅膜厚的製程調參AI,試圖解決製程中的大量複雜參數,如何影響鍍鋅膜厚的問題。這類製程調參AI,也正是製造業最典型的AI應用之一。
鄭際昭解釋,要將鍍鋅厚度控制的恰如其分,並不容易,因為鍍鋅層厚薄的生產參數,包括氣刀開口大小、與鋼帶的距離、氣刀的氣壓、鋼帶厚度、鋼帶溫度、產線速度等多重變因,都會影響鍍鋅膜厚。
過去,這些複雜參數的調整,都靠老師傅的經驗來人工調參,羅萬福表示,由於不同老師傅之間又有不同的經驗法則,雖然留存了一本本抄滿生產參數的筆記,但後人看不懂也難以吸收,造成經驗傳承的斷層,「這對於面臨員工退休潮的中鋼來說,是很大的問題。」
而且,過去調整完參數後,需要等鋼帶經過100~200公尺的冷卻,才有辦法進行線上鋅層厚度量測,若量測當下發現鋅層過厚或過薄,回頭調整生產參數時,中間就已經多生產了上百公尺的鋼捲,換句話說,從參數調整到成品量測之間,存在冷卻的時間差,「中間多鍍的鋼帶,就會造成浪費。」鄭際昭說。
為了克服這兩大問題,中鋼約從2年前開始投入製程調參AI的研發,先自動化蒐集生產參數,累積上萬筆大數據資料後,建立了一個AI模型,來歸納在不同參數組合下,所造成的鍍鋅膜厚變化。
去年初上線這項應用後,將參數帶入AI模型中,就能即時預測出鍍鋅膜厚,雖然比不上直接量測的數據精準,但是,以此來即時修正生產參數,能避免冷卻期間造成的鋅層浪費,對於鍍鋅膜厚的控制,也比人為設定更準確。
羅萬福指出,傳統人工調參仍然有約20%會失準,但投入AI後,約只有3%結果失準,準確率達到97%左右,更能減少約4.5%的鋅層的浪費。換算下來,一年就能省下1,600萬元的成本,帶來上千萬元的效益。
建立檢驗區瑕疵辨識AI,降低人工目檢負擔
除了鍍鋅膜厚的生產控制面臨挑戰,熱浸鍍鋅廠的另一大難題,則位於檢驗室中,以人工檢測鍍鋅鋼捲的表面缺陷時,具有一定程度的漏檢率。
實際走訪檢驗室,可以了解到員工過去要查驗鋼捲,需要在快速傳輸的鋼帶上,識別出鋼捲表面的缺陷,而且,不只要識別鋼捲單面的缺面,更要透過鏡面反射,同步識別雙面的缺陷,格外考驗員工眼力,「所以我們都找年輕人來看,眼力比較好。」羅萬福笑著說。
但是,人力識別缺陷的方法,仍有其侷限,除了不是所有缺陷都能肉眼識別,人也一定會眨眼,無法不間斷盯著鋼捲檢驗,加上鋼帶一直在動態傳輸,都提升了識別缺陷的難度。羅萬福舉例:「以前比較誇張的狀況,檢驗員還會因為沒有檢查完全,把鋼捲送到處理線慢慢看,但這樣會增加出貨的時間,造成產線的負擔。」
為此,中鋼導入了另一個同為製造業的典型AI應用,訓練出瑕疵檢測模型,透過影像辨識技術,在即時的鋼帶影像畫面中自動標記缺陷的位置、形狀、大小、嚴重程度,抓出缺陷後,再經由人工複查是否確實。換句話說,過去要由人工全檢所有鋼捲的查驗流程,現在能以AI自動辨識來取代,人工只需複查經AI標示出缺陷的鋼帶區域即可,不僅大幅省下查驗人力,更提升了缺陷識別的的準確率。
羅萬福指出:「過去用人工檢驗,會有一定的漏檢率,可能5%~10%,真的很難每一個缺陷都看到。」但在加入AI後,幾乎不再發生漏檢,瑕疵辨識準確率提升到95%以上,進一步提升了鋼捲品質。
人工查驗除了有漏檢的風險,更大的問題,則是在於沒有一套記錄的機制,將鋼帶表面的查驗記錄保存下來。
「以前遇到客戶說,在100公尺的地方有一個缺陷,你們怎麼沒看到?我們就只能認了,因為沒有記錄。」羅萬福指出,沒有記錄機制,就無法得知缺陷到底是發生在自家工廠,還是客戶的工廠中。
但現在,透過AI檢查鋼捲表面,自動標示出缺陷位置與種類後,將這些紀錄留存下來,未來遇到客戶反應類似情形,就能提供當初查驗留存的缺陷地圖(Defect Map),來證明工廠出貨時的品質無虞。
「所以我們不只是導入AI,還把整套記錄建立起來。」羅萬福說。
目前,檢驗區的瑕疵辨識AI已經在去年正式上線,但這項技術,還不足以完全取代人工查驗,除了缺陷處需人工複查,部分非表面瑕疵的缺陷,比如鋼片側面成波狀等形狀缺陷,還是需要靠人眼來識別。
進料區也設瑕疵辨識AI,找出上游廠缺陷鋼捲
除了在後段的檢驗區導入瑕疵辨識AI,中鋼也正在將該技術導入前段進料區。這是因為,部分在後段檢驗到的鋼捲表面瑕疵,可能不是在熱浸鍍鋅廠造成,而是在前一廠區製成鋼捲時,就已經生成。
羅萬福指出,一般來說,鋼品表面的缺陷可能是在傳送鋼帶的過程中,因下方滾輪沾附不明物體,而在鋼帶表面殘留印跡,「不外乎是壓痕、刮痕、或是一些污染,」當發現這些缺陷,就得去找出造成缺陷的來源,並確實清除乾淨,確保下一捲鋼捲的生產過程不會留下缺陷。
然而,在後段檢驗區查驗出缺陷,回頭在製程中查找缺陷來源時,若缺陷並不是在熱浸鍍鋅廠區生成,可能需要花費更多時間來判定缺陷來源。不只如此,熱浸鍍鋅產線從頭到尾大約要經歷2,000公尺的加工運送,若是在前一廠就已經產生嚴重缺陷,原本就不合格的鋼捲,又多進行了近2,000公尺的製程,對鍍鋅原料來說也是種浪費。
「如果可以在進料區就先檢測出來,就能馬上可以判斷,這一捲鋼捲還要不要繼續生產。」羅萬福說。
而且,越早發現缺陷,也能越快通知上游工廠找出生產流程的問題,不只能避免產出更多有瑕疵的鋼捲,快速撤查出同一批生產的瑕疵品,也能減少其他下游廠誤用瑕疵品的可能性。
因此,中鋼正在開發前段進料的瑕疵辨識AI系統,但不是只用於找出缺陷而已,而是要與後段檢驗區瑕疵辨識系統所拍到的畫面,進行整合比對,來檢視前端所發現的缺陷,是否就是造成後段缺陷的原因,藉此建立缺陷演化分析的AI模型。
這個AI模型,能用來判斷進料時不同類型的瑕疵,經鍍鋅製程後是否還會留存下來,當模型越準確,就能判斷前段缺陷的危害程度,來節省更多的浪費。
「這就是我們的產業專業知識,去定義出這個缺陷類型是不是刮痕、這道刮痕鍍鋅後還能不能看得見、這捲鋼捲能不能繼續生產?」羅萬福說。
羅萬福表示,若在後段檢驗區發現鋼捲瑕疵,一噸鋼捲就要損失200美元以上,一捲鋼捲約20噸重,換算成臺幣,就會損失12萬元以上,「能即時找出缺陷,預先判斷要不要繼續生產,就是成本控管的關鍵。」
圖解熱浸鍍鋅生產流程

攝影-洪政偉
若用一句話來解釋熱浸鍍鋅方法,就是將鋼捲放入鋅槽,使其雙面都沾附鋅液,讓鋼片表面附著一層薄薄的鋅,能耐腐蝕。不過,實際上要生產出一捲捲數噸的熱浸鍍鋅鋼捲,需要經過一連串複雜的處理流程,先後進入進料區、退火區、鍍鋅區、調質整平區、塗覆區、檢驗區、出料區,才能完成熱浸鍍鋅的作業。
中鋼開發的AI應用,位於生產流程中的進料區、鍍鋅區與檢驗區。在進料區與檢驗區,運用了AI瑕疵檢測技術,來取代部分人工查驗作業,在鍍鋅區,則運用了AI製程調參的技術,找出不同生產條件下的最佳化製程調參作法。
1 進料區:進行的解捲、剪裁、焊接的步驟,先運用解捲機,將入料的鋼捲攤開,剪裁後,再利用焊接機,把兩個鋼捲接在一起,形成一個連續鋼捲,類似於將兩個捲筒式衛生紙的紙面連起來的樣子。
2 退火區:透過溫度變化,達成特定產品所需的機械性質,比如高強度鋼,需要在特定製程條件下才能生產而成。
3 鍍鋅區:鍍鋅區主要配備一個鋅槽,並透過氣刀來將多餘的鋅液刮除,藉此來控制鋅的膜厚(公克/每平方公尺),中鋼可生產單面每平方公尺40~200公克的熱浸鍍鋅鋼捲,越薄的鍍鋅層,用於越高階的產品,也越考驗鍍鋅的技術。
4 調質整平區:運用調質軋延機將剛鍍完鋅的光滑鋼板,依據客戶的需求,加上特定的表面紋路,比如部分要求高粗糙度的鋼板,就會以調質軋延機賦予特殊的表面。
5 塗覆區:在鋼品表面進行特殊處理,比如在用於家電外殼的鋼板上,進行耐指紋處理;又或是在用於抽屜滑軌的鋼板上,塗上高潤滑塗劑,確保鋼板能承受超過一萬次的拖拉。
6 檢驗區:查驗每一捲鋼捲表面是否有瑕疵。檢驗室內設置了鋼捲的垂直檢驗區及水平檢驗區,前者需透過鏡面反射,同步識別鋼捲雙面缺陷,後者則能從不同角度發掘瑕疵。
7 出料區:依據客戶對鋼捲寬度與重量的需求,將鋼捲裁邊修改成特定尺寸,再分捲成不同噸數的鋼捲,或是將鋼捲焊接成超過原尺寸的鋼捲來出貨。
AI瑕疵辨識如何取代人工目檢
作業流程?
實際走訪檢驗室,可以了解到員工過去要查驗鋼捲,需要在快速傳輸的鋼帶上,識別出鋼捲雙面的缺陷。但是,過去的作業流程,存在一定漏檢率,更可能因為沒有檢查完全,把鋼捲送到處理線重複檢驗,而延遲出貨時間,造成產線負擔。(如圖示:人工目檢1、2)
導入AI後,透過影像辨識技術,員工現在已經可以坐在控制室,看系統自動抓出鋼捲表面缺陷,再進行人工複查。如此一來,不僅大幅省下查驗人力,更降低了缺陷識別的漏檢率。(如圖示:AI作法1、2)
除了在檢驗區導入,中鋼也正在開發進料區的瑕疵檢測AI,要提前檢驗出上游鋼廠造成的瑕疵,攔截瑕疵品進入產線加工,來減少鍍鋅原料浪費。(如圖示:AI作法3)
人工目檢1

人工垂直檢驗鋼捲
過去要查驗鋼捲,員工需要在快速傳輸的鋼帶上,識別出鋼捲表面的缺陷,且不只要檢查單面,透過鏡面反射,還得同步識別鋼捲另一面的缺陷。圖為垂直檢驗區的實際檢查流程。(攝影/洪政偉)
人工目檢2

人工水平檢驗鋼捲
除了垂直檢驗,查驗人員也需水平檢驗鋼捲,從不同角度發掘鋼捲表面缺陷,比如沖模過程中,可能產生類似於污點的缺陷,即可在此檢驗出來。(攝影/洪政偉)
AI作法1

以攝影機蒐集鋼帶表面影像
為了取代人工目檢,中鋼將攝影機裝設在垂直檢驗區的鋼帶底部,也就是圖中綠色雷射光點的位置;拍攝到的鋼帶表面影像,則會顯示到控制室的螢幕畫面中,同步進行影像辨識來查找瑕疵。(攝影/洪政偉)
AI作法2
系統自動標示缺陷位置與種類
在控制室內,員工可以直接從螢幕看見鋼捲表面檢查情形,若AI偵測到任何瑕疵,系統會同步標註出缺陷位置、形狀、大小、嚴重程度,提供明確的缺陷資訊,節省人力目檢的負擔。(攝影/洪政偉)
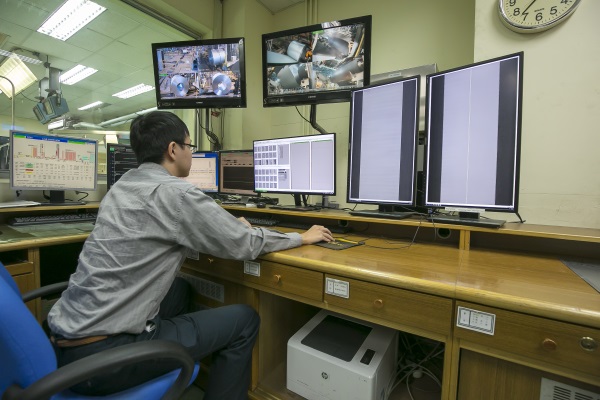
AI作法3

訓練進料區瑕疵辨識AI
左邊螢幕是檢驗區瑕疵檢測系統,右邊螢幕則是進料區瑕疵檢測系統。目前,中鋼正在開發進料區瑕疵辨識AI,更要藉由與後段瑕疵辨識所拍攝畫面的比對,來建立缺陷演化AI分析模型。(攝影/洪政偉)
熱門新聞

2026-02-06
")
2026-02-09
")
2026-02-06
2026-02-06

2026-02-06

2026-02-06