客製化製造,理所當然是製造廠商應該具備的能力,但是要有能力應付多樣少量的製造,則是另一個更高層次的製造能力,在電腦組裝業中,緯創還是目前少數做得到這種境界的公司。
製造業的大趨勢:從少樣多量走向多樣少量
早期電腦組裝業者的製造模式,為Build To Stock(BTS),但是這種模式逐漸無法符合電腦組裝業的需求。於是緯創開始走向第二階段Build To Order(BTO),但是在這種製造模式下,客戶無法更有彈性地選擇不同硬體規格的搭配。
轉型CTO關鍵1:以「動態BOM表」因應高度客製化生產
動態BOM表可以因應CTO模式,也可讓BOM表變得更簡單。當產品出貨後,這張BOM表就會自動刪除,只保留BOM表的主架構,也就是型號410筆記型電腦的組合架構,如此亦可節省儲存空間。
緯創就是靠IT讓製造流程 幾乎走向完全的自動化
緯創的生產製造流程能轉為100%的CTO製造模式,其中一個重要關鍵,就是靠IT系統,把製造流程改成完全的自動化。目前,能做到真正的完全客製化的筆電組裝廠商,全世界不超過4家。
取經日本NEC的製造經驗
NEC伺服器工廠透過流程的改造與 RFID的導入,讓客製化伺服器出貨的時間從24天縮短成4天。NEC Computertechno廠長Kenji Nasu表示,透過看板系統來精準掌握流程與庫存,大幅降低庫存數量,提升NEC的競爭力。
製造業下一場工業革命:RFID
RFID將撼動整體製造業的工作流程,取代二維條碼,大幅減少人力成本。緯創資通資訊長宋榮煌認為,必須要採用主動式RFID,因為主動式RFID會自動發出訊號,這麼一來就可以掌握每個零組件的動態,大量節省製造流程所需的時間。
消費性電子的挑戰 考驗臺灣廠商供應鏈平臺的透明度
消費性電子產品的製造型態是多樣少量,組裝製造廠要面對種類更多,且更加複雜的零組件需求,因而組裝廠與上游供應商之間的供應鏈系統溝通就更加頻繁。因此,如果臺灣產業整體的供應鏈越加透明,越能因應消費性電子產品周期短及高度不確定性的特性。
跨產業學習 聚陽如何靠IT因應交期不斷縮短
因為流行服飾的特性,成衣業早就針對產品周期短與不確性高的特性,有了因應之道。聚陽實業資訊部協理張景全表示,聚陽今年的重要目標則是CPFR系統,而這套系統就是為了面對產品變化快、周期短、類別多與難以標準化的挑戰。製造業的大趨勢:從少樣多量走向多樣少量
臺灣是全世界最大的筆記型電腦代工國家,超過9成的筆記型電腦都是由臺灣廠商組裝製造的。然而,你知道嗎,單是1個型號的筆記型電腦,代工廠商為了因應不同筆記型電腦廠牌的需求,總共製造出多少種不同的款式嗎?
以緯創資通為例,他們曾經創下的記錄是,單一個型號總共生產出1萬8千個款式,也就是說,同一套生產製造系統,得要有辦法應付組裝1萬8千種組合。要做到這樣,就必須擁有高度客製化製造能力,也就是達到完全的CTO(Configure to Order)客製化生產製造模式。
客製化製造,理所當然是製造廠商應該具備的能力,但是要有能力應付多樣少量的製造,則是另一個更高層次的製造能力,在電腦組裝業中,緯創還是目前少數做得到這種境界的公司。要擁有完全客製化的生產能力可不容易,緯創資訊長宋榮煌在一次演講中表示,整個生產系統流程能否做到是一個重要的關鍵,宋榮煌說:「IT不改變,你會無法生產。」
1臺筆記型電腦中的重要零組件,大約有40至50多種,而每一種零組件又有4、5種選擇,例如硬碟有不同容量的選擇,機殼也有多種顏色的選擇,在未來,筆記型電腦廠商甚至可以依照消費者的喜好,在機殼印上消費者的個人照片。
這一天來臨時,如果製造商無法應付多樣少量的生產需求,就會無法生產,錯失訂單。宋榮煌說:「現在不發生,並不代表未來不會發生。」在高科技製造業中,筆記型電腦組裝製造廠商比起別人更早面臨多樣少量製造模式的衝擊,不過,隨著消費型態的轉變,未來不光是筆記型電腦製造商會面臨,每個產業都要面對這個衝擊。要如何面對這個問題,先來學習緯創是怎麼做到的。
製造業的大趨勢:從少樣多量走向多樣少量
緯創尚未與宏碁分家時,宋榮煌曾擔任宏碁全世界8座工廠的製造總廠長,曾參與過進出口、物料與採購等工作,在擔任緯創資訊長之後,他就以數十年累積的電腦組裝業的多面向經歷,一手打造出緯創的CTO模式(Configure To Order,客製化生產)。
早期電腦組裝業者的製造模式,都是整批電腦一起組裝,整批製造完成後,便存放在倉庫中,等到下游的筆電品牌廠商的訂單一到,再由倉庫的存貨供應,這種模式就叫做Build To Stock(BTS)。在這個模式下,製造是為了填滿庫存,而庫存則在等待銷售。但是,這種模式逐漸無法符合電腦組裝業的需求,因為電腦的重要零組件,如處理器、快閃記憶體等,價格波動越來越快,不用等上一個月,只要2~3天降價幅度就很驚人,因此如果不能精準掌握庫存,一整批事先製造好的電腦賣不出去,擺在倉庫就會造成相當大的損失,宋榮煌說:「成品堆越多,也就賠越多。」
於是,緯創開始走向第二階段Build To Order(BTO),BTO模式就是等到下游品牌客戶正式下訂單後,工廠再開始製造,這樣的製造生產模式就不會是漫無目的,而是訂單下了多少量,就生產符合的數量,這樣就能降低製造業者庫存過多的風險。
這個模式是目前多數電腦組裝業者所採用的,但是,在這種製造模式下,客戶無法更有彈性地選擇不同硬體規格的搭配。然而,隨著戴爾模式的興起,消費者到Dell網站挑選筆記型電腦時,可以挑選不同的規格組合,例如處理器、硬碟等等,使得筆記型電腦製造商開始面臨更大的客製化生產的挑戰。過去品牌電腦廠商下單給緯創,每一次訂單的數量通常都是1千臺、2千臺,但現在卻變成1臺、2臺,這對於製造系統造成極大的衝擊,光是一條產線就會有3千多個訂單,因而生產線得不斷換線,可能才剛組裝好幾臺筆記型電腦,接著又得調整生產線,以組裝不同規格的筆記型電腦。調整生產線會造成一連串的作業,像是要立即清除材料,接著又要開始備料,以因應組裝不同規格的產品,這樣持續循環下來就會讓問題變得更嚴重,如果不能因應多樣少量的生產模式,未來根本就無法生產。
5年後的今天,緯創已經可以做到完全以CTO製造模式接單生產,像是宏碁下單給緯創的筆記型電腦訂單,已經是全部採用CTO製造模式,而面對其他客戶不同的需求,像是有一家品牌廠商需要的客製化比例是50%,而另一家則是要求30%,緯創的CTO模式都可因應生產。宋榮煌說:「購買筆記型電腦的消費者,其實並不知道這臺電腦在製造過程中已經發生那麼大的革命。」他進一步說:「目前包含IBM、HP、Dell與Gateway都是採用CTO模式,如果上游電腦組裝業的製造模式沒有改變,根本就無法滿足這些客製化的需求,更重要的是你將沒辦法接這些CTO的訂單。」
|
緯創資通CTO製造流程示意圖 |
面對CTO少量多樣的特性,緯創資通從5年前就開始打造出CTO的製造流程,這是一套從總部端到工廠的製程大改造,讓緯創資通能夠接到更多客製化的訂單,再加上,與下游客戶建立CTO模是至少要花費6個月,更穩固與下游品牌廠商的關係。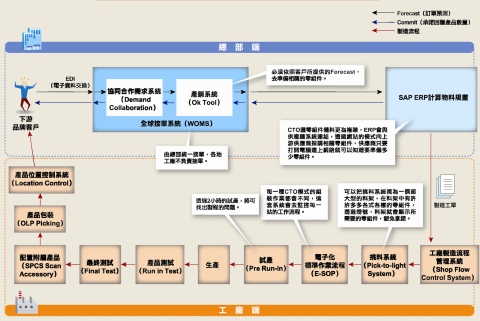 |
緯創走向CTO模式,先從簡化IT架構做起
要了解緯創是如何做到CTO模式,就一定要先了解該公司的集中化IT架構。緯創共有3萬多名的員工,總計有20多間工廠散布在全球各地,而所有的IT系統幾乎全部都集中在新竹科學園區的總部中。
這20間工廠的製造系統,都依照集中化的IT架構,每間工廠的IT架構都一樣,這也簡化了IT架構,只要一張架構圖(見緯創資通CTO製造流程示意圖)就可以清楚描繪包含總部與工廠的所有流程,宋榮煌說:「如果你還無法將公司的IT架構整合成一張圖,代表公司的IT架構還不夠簡化。」
集中簡化的IT架構,宋榮煌認為最大的好處在於維護,比方來說,如果緯創20間工廠各有各的IT架構,每間工廠的IT架構不一樣的話,當某一間工廠發生問題時,總部不見得能立即處理那間工廠的問題,因為架構不同,也提高了整體維護的成本。
為了簡化,緯創的IT架構,也就是緯創的製造流程,主要由兩個部分來組成,分別是總部與工廠端。當客戶下訂單給緯創時,所有的接單工作統一由總部負責,總部與下游客戶確定產品的數目與製造流程後,轉成製造工單,再派送到全球各地的工廠製造,然後工廠再將成品送交下游品牌客戶。
總部主要的系統有兩個部分,第一個是全球接單系統(Worldwide Order Management System,WOMS);另一個則為SAP ERP系統。全球接單系統主要由協同合作需求系統(Demand Collaboration)與產銷系統(Ok Tool)所組成的。產銷系統則必須依照客戶所提供的Forecast,去準備相關的零組件,不過這個流程牽涉到整體供應鏈,相對來說,是相當重要的一個環節。 轉型CTO關鍵1:以「動態BOM表」因應高度客製化生產
轉型CTO關鍵1:以「動態BOM表」因應高度客製化生產
走向CTO模式一定要清楚了解每件製造成品是如何建構出來的,宋榮煌說:「要非常清楚才能編BOM表。」比方來說,一臺筆記型電腦就只會有1顆處理器與1個螢幕,訂單中可不能允許同時選擇了12吋螢幕與14吋螢幕,所以就是要能夠清楚哪些零組件可以替換,哪些是不行的。
BOM表(Bill of Material,物料清單)是製造一項產品所需要的材料清單,就是顯示產品的材料組合,並顯示每個零組件所需使用的數量,以及每個零組件製造的工廠與製造的流程,甚至是每個零組件擺放在電腦的位置。
CTO的BOM表跟傳統的BOM表不一樣。在傳統的BOM表中,當客戶臨時要更換某一項零組件,但該零組件若涉及到多筆訂單,就必須要逐一更換每個BOM表的零組件材料,這樣的運作模式,並不能符合CTO的彈性需求。緯創的CTO製造模式中,BOM表是臨時組合而成的,只要更改該零組件,就可以完成所有訂單的更動,緯創將這種 BOM表稱為「動態BOM表(Dynamic BOM)」。
宋榮煌表示,如果將硬碟、記憶體與處理器等零組件都視為是1塊積木,那麼1臺筆記型電腦就是由這些積木所組成的,而每個積木又有不同的選擇,像是記憶體可以選擇1GB、2GB與4GB等,依照這樣的排列組合,每一種型號的筆記型電腦就會有上萬種組合,也就是說會有上萬張BOM表,而Dynamic BOM要能因應這麼多種組合的變動,就是讓BOM表有一個基礎的架構,在這個架構上,零組件要如何變動,都不會影響到基礎的架構。
以1臺型號為410的筆記型電腦為例,動態BOM表將這臺筆記型電腦的基本構成組件全部列出,例如1臺筆記型電腦的主要零組件就有50多項,讓品牌電腦廠商可以根據這個架構,去挑選1臺筆記型電腦所需要的不同規格組合,像是挑選處理器的速度、記憶體及硬碟容量、螢幕的尺寸等等,主要的零組件確定了規格之後,其他部分的零組件則由系統自動計算,找出合適的搭配組合,再編成1張BOM表。
動態BOM表既可因應CTO模式,也讓BOM表變得更簡單。當產品出貨後,這張BOM表就會自動刪除,只保留BOM表的主架構,也就是型號410筆記型電腦的組合架構,如此亦可節省儲存空間。
轉型CTO關鍵2:庫存的掌握要更為精準
在高度客製化製造下,由於所製造的產品樣式多,對於生產、接單、供應鏈與出貨能力而言,都是新的挑戰。
緯創總部的IT系統,最重要的工作是產出Dynamic BOM,轉換成製造工單,再交由工廠來製造。但是,要形成一張CTO的製造工單卻是相當不容易,整個流程是,客戶的訂單透過EDI傳送至全球接單系統後,再派送至SAP ERP去計算物料需求規畫(Materials Requirements Planning, MRP),也就是說,緯創接單後,會先去檢查每個零組件的庫存,如果都在安全存量內,才會製作出BOM表,系統接著回覆客戶確定可以出貨,最後則產生製造工單,交由工廠製造。
緯創的客戶是透過EDI(電子資料交換)將訂單資料送至緯創總部中,宋榮煌表示,EDI是與主要客戶的溝通媒介,比方來說,客戶下一筆訂單,臨時將產品數量從100臺變成80臺,甚至是客戶下訂單的產品,目前已完成哪些製程,何時可以交貨給客戶,都是要靠EDI傳送。但由於訂單量大,再加上要交換的資料類型有很多種,像是訂單預測、承諾回覆產品數量等等資料,因而根本不可能用人工來處理,就得靠 EDI來處理,如Forecast EDI(訂單預測)、Commit EDI(承諾回覆產品數量)等。
在傳統製造模式下,訂單的流程會是,宏碁告知要下單1千臺Acer T2450筆記型電腦,宏碁並無法選擇不同型號的零組件,只能透過既定的型號挑選出最適合的產品,但走向CTO模式之後,緯創的客戶就可以自行選擇不同類型的零組件,訂單預測所要傳送的資料變為是BOM表與零組件的資料,比方來說,當宏碁訂購了3臺筆記型電腦,依據這3臺筆電的組合,可以選擇出不同零組件的數量,除了傳送每張訂單的資料,還會包含各零組件的數目,因為這些組合讓BOM表變得相當複雜,所以接到CTO訂單後,就要開始一連串繁複的計算,以確定有足夠的庫存來支撐這張訂單。
由於客戶擁有更大的選擇,緯創在備料上就得掌握得更為精準。一般來說,客戶在不同時期,對於製造產品的規格與數量的預測(Forecast)都會有所不同,例如,交貨前3個月與交貨前2個月的預測數量,可能因為市場銷售策略調整而有所不同,緯創透過產銷系統就可以了解到客戶每次預測的不同之處,比方來說,某款筆記型電腦原本是配備200GB的硬碟,但最新的Forecast卻要求換成300GB,宋榮煌說:「這個時候,千萬不能害羞,一定要追問客戶更換300GB硬碟的原因。」
由於緯創並未接觸到最終的消費者,主要透過下游品牌廠商來了解產品趨勢,宋榮煌認為,在CTO模式下,要製造的產品並無固定格式,會造備貨的困難度提高,所以當客戶變更產品品項時,一定要仔細詢問客戶更換的原因,因為電腦產業變幻莫測,除了先了解該項零組件的發展趨勢,遇到不好備貨的特殊零組件時,才有足夠的時間去準備安全庫存量,更重要的是能為未來的發展趨勢做好預先的準備。
要因應多樣少量的零組件需求,緯創的產銷系統會將這些資料傳送到SAP ERP系統,去執行物料需求規畫。緯創的ERP系統已經與供應鏈系統連結,可透過網站模式向上游供應商採購相關零組件,每一個供應商需要準備的零組件供應量,緯創全部都自動化派送到各個供應商,待供應商確認每一項訂單,並回覆緯創每筆訂單與庫存量差距的資訊之後,緯創彙整了這些資訊,就可以回覆筆電品牌廠商交貨的數量。
筆記型電腦的零組件中,大約有40多種是重要的零組件,不見的需要針對每一個零組件都執行物料需求規畫,宋榮煌表示,如果零組件體積小、價格波動不大,就不需要,例如電容與電阻(如下圖所示),這些零組件是非常微小的,幾乎占不了多少空間,而且一次購買數萬個也不用花費太多的經費,也因此,緯創針對電容與電阻等零組件,就只會設定一個安全庫存值,當電容或電阻少於安全庫存值時,才會去補貨,所以也就沒必要去計算物料需求規畫。
|
|
| 電容與電阻體積相當小,緯創針對電容與電阻只會設定一個安全庫存值,當電容或電阻少於安全庫存值時,才去補貨,所以不會去計算物料需求規畫。 攝影/賴基能 |

|
低毛利衝擊,電腦組裝廠走向消費性電子 |
臺灣電腦製造業在全球具有舉足輕重的地位,隨著電腦技術的成熟與標準化,降低了廠商的進入門檻,有越來越多的廠商加入電腦製造的行列, 也造成產能的過剩。為了滿足產能,各家廠商透過殺價競爭來爭取訂單,讓毛利率不斷下滑,更有人戲稱電腦組裝業是茅山道士(毛利3%~4%),為了提升毛利,有越來越多的電腦組裝廠開始走向多角化經營。 也造成產能的過剩。為了滿足產能,各家廠商透過殺價競爭來爭取訂單,讓毛利率不斷下滑,更有人戲稱電腦組裝業是茅山道士(毛利3%~4%),為了提升毛利,有越來越多的電腦組裝廠開始走向多角化經營。
IDC電腦與周邊研究經理江芳韻表示,由於電腦製造的毛利逐年降低,電腦製造業開始往高毛利的消費電子產品發展,如筆記型電腦廠商開始積極發展智慧型手機、高畫質電視等,主機板廠商也跨足通訊與消費性電子等,如緯創資通的毛利相較於其他筆電廠商高的一項原因,就是跨足消費性電子,包含遊戲機、LCD電視與掌上型裝置等,多角化經營是電腦組裝業一項突圍之道。 電腦組裝業跨足消費性電子,主要是因為消費性電子的製造組裝流程相近於電腦,電腦組裝廠較容易跨足消費性電子,但江芳韻表示,消費性電子製造模式仍迥異於電腦。由於消費性電子相較於電腦,更具有產品周期短與不確定性高的因素,再加上客製化比例較高,讓供應鏈與製造面臨相當大的挑戰,如果無法精準掌握消費性電子多樣少量的製造模式,將會面臨相當大的挑戰。 為了降低成本,代工廠商也朝向垂直整合。主要的原因除了避免發生缺料的問題,更重要的是,上游零組件的毛利高於組裝業,藉由併購的方式來提升企業的獲利。文⊙林文彬
|
緯創就是靠IT讓製造流程 幾乎走向完全的自動化
經過了上述這些流程,ERP便會將製造工單傳送到各個工廠,開始生產製造的流程,而這也是緯創CTO模式改造的重點。
製造工單首先會匯入工廠的製造流程管理系統(SFC Control System),來確定這張CTO訂單的每個製造流程與製造程序。
第一站會將製造工單的資料匯入挑料系統(Pick to light System,P2L)中。挑料系統可視為一個超大型的料架,在這個料架中有許許多多各式各樣的零組件,由於CTO訂單的零組件組合是很多樣的,如何將這些訂單所需的零組件「全部正確無誤」的找齊,就是一門大學問。
緯創的挑料系統完全自行研發,當訂單匯入挑料系統後,料架就會透過燈號顯示所需的零組件,比方來說,要拿1GB的記憶體模組,料架中記憶體模組所在的區塊就會自動亮燈,當作業員拿走這個記憶體模組時,只要輕拍這個亮燈,燈號就會熄滅,作業員也就不會拿錯了。
如果該臺筆記型電腦要安裝2條記憶體模組,只靠亮燈要如何確定作業員該拿的數量呢?重點還是在燈號的設計,因為燈號會顯示數字,此時就會顯示2,當你拿走這2條記憶體模組時,就必須輕拍2下,宋榮煌說:「這樣作業員絕對不會挑錯料。」
挑完物料後,就會到製程管制系統(Shop Flow Control System),製造訂單(Manufacture Order)就會匯入E-SOP中,由於CTO模式製造的產品會有不同的規格組合,在組裝作業上,這不僅只是組裝順序不同而已,甚至是所用的螺絲也會不同,於是,系統便會將相同的製程排在相同的產線之中。
E-SOP顧名思義就是一套電子化標準作業流程,由於每一種CTO製造模式的組裝作業都會不同,這套系統會去監控每一站的工作流程,比方來說,每一站都有安裝二維條碼(Barcode)掃描機,一臺筆記型電腦的組裝作業,需要經過數道工作站,當這個組裝作業來到某個工作站時,系統就會自動讀取這項組裝作業的二維條碼,讀完後,工作站就會顯示作業員該執行的工作內容,如果一個工作站要組裝3項工作時,作業員的螢幕就會顯示這3個工作事項,當你完成1項工作時,系統就會反白,提醒這項工作已完成,來減少作業的疏失,作業員必須要完成這3項工作後,系統才會全部反白,那麼製程才可以繼續往下一站邁進。
面對多樣少量的生產模式,產線最大的挑戰莫過於如何快速製造種類繁多的筆記型電腦。當作業員完成挑料工作後,零組件就會放入料件箱中,如果緯創的某一間工廠有5條產線,分別為 A、B、C、D、E,但實際上只有A~D為實際負責生產的產線,如果這4條產線都未滿載時,系統就會將工作量平均分配置給這4條工作線。
但CTO模式讓每臺筆記型電腦的組裝工作不同,也造成每條生產線工作量不一的現象,如果A產線工作量大增時,甚至造成A產線滿載,系統就會將A產線的部分工作平均分配給B、C、D,工作量分配的方式就會從 A→B→C→D循環的模式,轉換成A→B→C→D→B→C→D的循環模式,這麼一來就可減輕 A產線的工作量。
不過,難免都會遇到A至D產線都呈現滿載的狀況,這時候E線就可以派上場。E線並不負責生產產品,當其他產線滿載時,挑料系統還是會不斷的運行,產線無法負荷的料件箱就會跑到E線中,料件箱就會在E線中不斷的繞圓圈,等到A~D產線不再滿載時,系統就會將 E線的料件箱再自動分配給A~D產線。
由此可以看出緯創如何緊密結合生產線設備與挑料系統,由於清楚每個料件箱的執行狀態,當客戶臨時要求暫停(Hold)某項產品的製造時,該項產品就會被分配至E線中,由於該產品還在產線中,當客戶決定可以開始生產後,就可以立即投產。
在正式量產前,都會有一道系統流程稱為試產(Pre Run-in),大約2個小時就會將生產線會遇到的問題抓出來。並在預載(Pre-Load)階段執行客戶所需的特別客製化設計,例如在筆記型電腦擺上消費者的照片等。
生產完後就是Run-in Test,測試每臺CTO筆記型電腦,但由於筆電規格不同,則測試方式會有所不同,這套系統會自動針對不同的電腦提供不同的測試方法。
製造完CTO筆電後,在多樣少量的製造模式下,生產線所製造出來的筆記型電腦種類,因為硬體規格組合多樣,隨機搭配的回復光碟也就有所不同,此時,緯創就透過SPCS Scan Accessory系統,針對每臺筆電的規格挑出正確的還原光碟,並放在該臺筆電的料件箱中,最後再送到OLP Packing系統進行包裝。
包裝後就是要等待出貨,但也是因為筆電的種類繁多,如何快速找到該出貨的產品,也是一項重要的問題。在最後這個關卡,緯創透過Location Control系統,方便快速找出要出貨的筆電的所在位置。如果,客戶是訂購4臺筆電,但在出貨前只來了3臺,那麼,透過系統也可以在短時間找出該臺電腦目前所在生產線的位置,完成生產後就可立即出貨。
緯創的生產製造流程能轉為100%的CTO製造模式,其中一個重要關鍵,就是靠IT系統,把製造流程改成完全的自動化。目前,能做到真正的完全客製化的筆電組裝廠商,全世界不超過4家,難怪宋榮煌會說:「與下游品牌客戶建立 CTO模式至少要花費6個月以上,但是做下去了之後,客戶就跑不掉了,這就是最大的好處。」他說:「別人不能做CTO模式,但我能做,事實上我們就拿到更多的訂單。」文⊙林文彬
| 你可以學習緯創這麼作 |
||
| 產業別 | 作法 | 學習方法 |
| 組裝業 | Forecast一定是不準,要仔細追蹤異動 | 你是否有為Forecast不準確而傷透腦筋過嗎?緯創資訊長宋榮煌:「Forecast不準是天經地義,如何掌握庫存才是關鍵。」 CTO讓 產品並無固定格式,造成難以備貨,所以當客戶變更品項時,一定要仔細詢問客戶更換的原因,由於產品變幻莫測,除了要先了解該項零組件發展的趨勢,遇到不好事先備貨的特殊零組件時,才可拉長時間備足安全庫存量,更重要的是能為未來的發展趨勢做好預先準備。 |
| 製造業 | 只有重要的零組件才需要跑MRP | 客戶提出Forecast後,下一步就是要準備購料,但要如何購料呢?首先要將產品所需的零組件,依照重要性分別分類,最重要的零組件一定要透過MRP去計算物料需求,至於如電容或電阻等便宜又不占空間的零組件則不用計算,而是要將重心擺在重要零組件上,這樣才可以發揮最大的效果,達到精準掌握庫存的目的。 |
| 配銷業 | 產品存放位置要分類清楚,以方便出貨 | 產品數量多且繁雜,要如何找出正確的產品並出貨給客戶,就是一門大學問,緯創透過Location Control系統,自動分配每臺筆電應該要存放的位置,並在天花板及地板都有特殊的標示,只要將產品資料輸入系統,就可以快速找到產品位置。 |
| 配銷業 | 透過燈號指引,取用料件正確無誤 | 緯創的挑料系統,透過燈號來顯示作業員該拿取的零組件,比方來說,要拿1GB的記憶體模組,料架中記憶體模組所在的區塊就會自動亮燈,當作業員拿走這個記憶體模組時,只要輕拍亮燈,燈號就會熄滅,就不會拿錯,這個燈號並會顯示該拿取的數量。 |
| 資料來源:iThome整理,2008年6月 | ||
取經日本NEC的製造經驗
當臺灣電腦組裝業逐漸外移至中國大陸,甚至是越南時,NEC仍堅持「Made in Japan」策略,在高人力成本的惡劣條件下,NEC伺服器工廠如何生存呢?
如果你在日本購買NEC的伺服器,當你選好規格組合,完成訂貨之後,4天後,這臺客製化的伺服器就會送到你的手上。要能做到多樣少量的生產,以及解決高人力成本的問題,日本NEC透過生產流程的改造,以及導入RFID來解決問題。
藉助看板系統與精實製造
為了走向精實製造,位在日本甲府的NEC伺服器工廠(Computertechno)於1998年便開始流程改造,NEC伺服器工廠流程改造的學習對象就是汽車業大廠Toyota的豐田式製造方法,Toyota著名的製造系統Toyota Production System(TPS),有一個Just-in-Time的精神,就是「在需要的時候,只生產必須的量,並供給需要的量。」
NEC伺服器工廠導入拉式系統(Pull Method),當客戶下訂單時,工廠才開始製造。並於2000年開始導入看板系統(Kanban System)。看板系統可分為生產看板、供給看板與交貨看板,例如生產看板這個薄板上,會記載零件號碼、品名、製造編號、流程地點與數量等,用來控制生產線中的生產排程控制,透過生產看板可以了解何物、何時、生產數量與生產搬運方式。
在客製化生產模式下,訂單的型式是多樣少量,NEC的生產看板就如同緯創的E-SOP系統般,用來監控每一站的工作,比方來說,NEC某一站的作業員要完成5項工作,這5項工作就會按照製作流程由上而下的排列,作業員每完成一項工作就直接在看板上塗黑,當所有的工作事項都完成,也都塗黑之後,才可以送往至下一個工作站。NEC的看板都是使用2維條碼(barcode)來掌控伺服器生產的每一項流程,當一個看板完成後,作業員就把它投入看板箱中,來確定所有的工作流程進行,並能精準的掌握庫存數量。
|
|
| 生產看板會顯示作業員的工作事項,當作業員完成第一項工作時,便塗黑該事項,當所有的工作事項都完成後,作業員再把看板投入看板箱之中,才可以送往至下一個工作站。 |

供給看板則是倉庫將零組件交給工廠的資訊,用來顯示零件代號、零件名稱、保管場所、供料場所、供料包裝、整理代號與SNP。最後則是交貨看板,就是上游供應商提供相關零組件時與NEC之間的資料交換。
NEC Computertechno廠長Kenji Nasu表示,透過看板系統來精準掌握流程與庫存,大幅降低庫存數量,提升NEC的競爭力。
透過RFID降低人力成本
最近電腦組裝業最熱門的議題,莫過於RFID,包含廣達電腦、仁寶電腦與緯創都曾經評估導入,但由於RFID標籤價格仍太昂貴,使得臺灣組裝業一直遲遲尚未導入RFID,不過,NEC伺服器工廠早在2006年就在產線上導入RFID,Kenji Nasu說:「透過RFID讓工廠生產效率提升20%~30%,並預計在2008年全面導入RFID。」
過去在NEC的伺服器工廠,當挑料系統完成挑料作業後,料件箱會貼上2維條碼,作業員再透過掃描機刷取該條碼,但條碼容易造成判讀的失誤,因而增加工作負擔。於是,NEC將伺服器中的每個零組件都貼上RFID標籤。當工廠使用了某一種零組件時,系統就能立即顯示庫存的狀況,讓NEC能充分掌握庫存。
因為NEC提供伺服器客製化,因而在製造過程中,挑選零組件的難度會增高。為了配合客製化需求,伺服器工廠的操作人員都以RFID專用推車去拿取零組件,比方來說,當推車從料架上拿走某一項零組件時,並放入推車中,推車的螢幕就會立即顯示已拿取該零組件,而庫存系統也可以馬上了解該零組件已投入生產,透過完全的自動化,讓作業流程的失誤率降至最低。
完成挑料作業後,就要開始投產,由於1臺伺服器中每項重要零組件都會貼上RFID標籤,當伺服器完成組裝後,就要進行最後的測試工作,透過RFID掃描器便可以立即了解測試伺服器所配備的零組件是否有缺少。此外,由於生產模式是多樣少量,每種零組件的選擇也變多了,如記憶體就有1GB、2GB等,透過RFID則可以快速確認每項零組件是否安裝正確。
藉由看板系統與RFID,NEC強化了生產流程,並加速交貨時程,但RFID目前仍只應用在NEC少數的產品線中,如容錯伺服器等。此外,也並非所有流程都有導入RFID,Kenji Nasu表示,RFID標籤售價仍太貴,但預計2008年底將全面導入RFID。文⊙林文彬製造業下一場工業革命:RFID
緯創資通、仁寶電腦與聚陽下一步IT發展重點都是RFID,緯創資通資訊長宋榮煌說:「製造業下一場工業革命就是RFID。」RFID將取代2維條碼,包含廣達電腦、仁寶電腦與緯創都已完成RFID測試,聚陽更預計今年計畫測試RFID,但最後導入的時間點為何呢?廣達電腦資訊部協理方天戟說:「至少每個RFID標籤要降價至5美分,廣達電腦才可接受。」。
仁寶電腦資訊處處長邱文光認為,日本NEC伺服器工廠之所以那麼快導入RFID,就是因為日本人工太貴。臺灣製造業藉由中國大陸便宜的人工成本來降低整體的製造成本,邱文光認為,撇開RFID標籤,光是RFID讀取機就要好幾萬元,但大陸地區1個作業員的人工成本只要數千元,除非RFID價格已經降至令人滿意的數字,否則並不會立即導入。
不過,大多數的製造業都認為RFID將撼動整個製造業的製造流程,邱文光表示,仁寶電腦並非要等到RFID興起後,才會導入RFID,而會先做好準備。這些企業之所以想要導入RFID主要的原因,在於節省人力成本,聚陽資訊部協理張景全表示,二維條碼還是必須靠作業員掃取條碼,要花費相當多的人力成本,但RFID卻省去了這樣的麻煩。
|
|
| 目前有許多製造業已完成RFID的測試,但RFID售價仍太過昂貴,也延緩了企業部署的時程。 |

方天戟認為,RFID的效益要能突顯出來,就是每個重要的零組件都要有RFID標籤。就如同NEC伺服器工廠般,由於每個重要零組件都貼上RFID標籤,當作業員將料件送至製造時,就不用刷條碼,系統便會立即顯示零組件的數量,這樣才可發揮出RFID節省人力的特性。
現階段RFID除了成本太過昂貴外,仁寶電腦在實際的測試中發現,一個工廠會有許多工作站,若每個工作站都有 RFID讀取機,RFID設備將會互相干擾。此外,相容性也是一項問題,邱文光認為,目前 RFID標準不一,如果提早導入RFID,未來如果RFID標準更改時,將會面臨相容性的問題,先前建置的設備就有可能成為廢鐵。
宋榮煌則是認為,必須要採用主動式RFID,因為主動式RFID會自動發出訊號,這麼一來就可以掌握每個零組件的動態,大量節省製造流程所需的時間。文⊙林文彬消費性電子的挑戰 考驗臺灣廠商供應鏈平臺的透明度
|
|
| 廣達電腦資訊部協理方天戟說:「供應鏈越透明,更能符合消費性電子快速變化的特性,讓臺灣製造業團結起來,形成一種既競爭且合作的關係。」 |

現在電腦組裝廠與上游供應商的供應鏈系統之間,並沒有一套共通的資料交換方法,就像是在開一場跨國性會議,但與會者都用不同的語言來溝通,因此就需要請翻譯人員來轉達,如此溝通效率自然是會不斷降低。
廣達電腦資訊部協理方天戟說:「Web Services越透明,臺灣製造業彼此的關係就會越緊密,更能因應消費性電子快速出貨的挑戰。」廣達電腦正在做的事,就是讓大家的系統都講同樣的語言,藉由讓各系統都採用一套Web Services的方法,在不需要太多客製的情況下就能彼此溝通,更進一步,廣達電腦還打算開放自身的Web Services,形成一種共同規範,希望以這種方法集結同業,共同因應消費性電子的挑戰。
產品周期短更需要透明的供應鏈系統
消費性電子產品的製造型態是多樣少量,組裝製造廠要面對種類更多,且更加複雜的零組件需求,因而組裝廠與上游供應商之間的供應鏈系統溝通就更加頻繁。
但是目前各家供應鏈系統的溝通方式不盡相同,因此,IT部門還要花費許多時間去做客製化的設定,也延緩了上游供應商供貨的時程,廣達電腦現階段力推的模式,就是為了因應消費性電子製造所需的快速反應能力與不確定性高的特性,希望讓每個組裝廠的供應鏈系統都是採用同一套Web Services方法。
上游供應商就可以跟下游組裝廠建立起更快速的資料交換,也強化各家組裝廠與上游供應商的連結,進一步提高與上游供應商供應鏈平臺的透明度,這麼一來,即使組裝廠的生產計畫臨時有變動,而需要與不同的供應商串接資料時,也不需要撰寫太多客製化程式。
因為強化供應商間的溝通模式,讓組裝廠能夠用更短的時間掌握重要零組件的供需狀況,並做出更精準的運作計畫,來面對產品周期短、不確性高的消費性電子特性。
目前的電腦組裝廠商中,廣達電腦與上游的供應鏈系統是採用自行開發的Web Services,仁寶電腦則採用eASP數位通供應鏈平臺、英業達採用關貿網Trade-Van供應鏈平臺、緯創資通採用E2Open供應鏈平臺,而建興、明基、富士康與華碩等,則採用星動科技的供應鏈平臺。如果你是組裝廠商的上游供應商,要接這些組裝廠的訂單,就必須要透過不同的供應鏈平臺介接,然而,不同的供應鏈就代表著不同的格式,如果有共同的格式,則會強化供應商與組裝廠的溝通,提升供應鏈的透明度,相對來說也提升競爭力。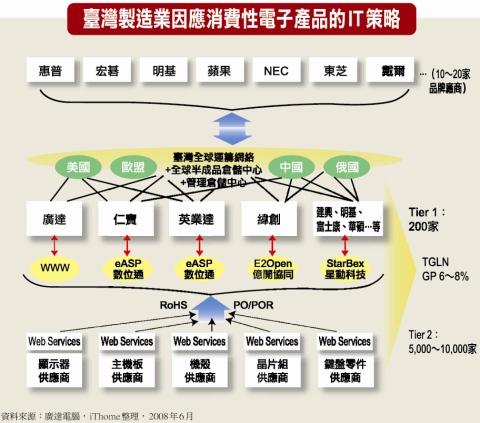
毛利變低,更應該審慎評估每項支出
方天戟認為成本則是另一項重要問題,比方來說,你如果想要加入某個廠商的供應鏈平臺,光是加入費用就要20萬元,但並不含每一個訂單的處理費,一般來說,如果一張訂單要10美元,以廣達電腦去年7千億元的營收,廣達電腦就要付出一筆龐大的支出,方天戟說:「成本會增加1~2成。」以電腦組裝業毛利率僅3%~4%而言,將會是一筆不小的負擔,方天戟認為,廣達電腦免費提供建置Web Services的方法給各個組裝廠,這麼一來就可提升組裝廠的毛利。
天有不測風雲,人有旦夕禍福,方天戟認為,產業的變化根本難以預測,如果加入特定廠商的供應鏈系統平臺,萬一有一天這間廠商倒閉了,要如何再繼續購買零組件就會是問題,這個問題對於企業經營威脅相當大,他表示,製造業者自行建置,比較不會發生廠商倒閉的問題。
除廣達電腦,精英電腦也採用自建供應鏈平臺的方法,並逐漸降低向供應鏈廠商購料的比例,精英電腦資訊處處長王昭王武表示,自行建置供應鏈系統最大的好處就是彈性,自己就可以掌握大多數的資源,不受到任何限制,因此,將逐漸減少對外購料的比重。
供應鏈廠商應轉型成ERP系統建置商
如果每個組裝廠都自行建置供應鏈系統,那麼過去經營供應鏈系統的廠商要如何轉型呢?方天戟認為,就是要轉型成ERP系統的建置商。他表示,經營供應鏈平臺並不能符合時代的需求,廣達電腦已經提供了供應鏈的方法給合作夥伴,但對於中小型製造業而言,雖然有了供應鏈系統,但卻沒有一套ERP系統,根本就不能計算物料需求,供應鏈系統根本無法發揮作用。
建置一套ERP系統,少說也要上千萬元,對於中小型的製造業根本沒有能力去負擔,方天戟認為,目前有很多中小型企業想與世界接軌導入供應鏈,卻沒有一套ERP系統,而微軟(Microsoft)推出的Navision ERP系統,卻遠低於鼎新、SAP或Oracle的建置費用,這就是供應鏈廠商轉型的契機。
ERP系統是一個核心系統,方天戟表示,中小型企業IT人力較為缺乏,供應鏈廠商應該要改變企業經營的型態,轉型並協助這些企業建置ERP系統,「中小企業有了供應鏈、ERP系統,基本上就可以做到金流與物流,建立全球化的基礎。」方天戟說。
團結臺灣製造業,形成既競爭且合作的關係
方天戟的目的,是要將臺灣全部的製造業統一成同一套Web Services的方法,他取名為「臺灣全球運籌網」,方天戟表示,臺灣製造業要跟中國、韓國等國家競爭就是要團結,如果臺灣整體製造業就是一個網路,也就是說,讓臺灣製造業能更透明,當然就可以團結臺灣整體製造業的力量,這將是一股相當龐大的勢力。
他進一步表示,因為這些國家並不能使用臺灣供應鏈的方法,比方來說,如果製造某一項產品需要某項關鍵零組件,但這個零組件只有臺灣某個供應商能製造,國外製造商因為沒有臺灣供應鏈的方法,當然就不知道可以向臺灣購買,相對來說也提升臺灣整體製造業的實力。他期望「供應鏈越透明,更能符合消費性電子快速變化的特性,讓臺灣製造業團結起來,形成一種既競爭且合作的關係。」文⊙林文彬跨產業學習 聚陽如何靠IT因應交期不斷縮短
|
|
| 聚陽實業資訊部協理張景全表示,聚陽今年的重要目標則是CPFR系統,而這套系統就是為了面對產品變化快、周期短、類別多與難以標準化的挑戰。 |

或許有人還認為紡織、成衣業是夕陽產業,他們的IT一定沒有什麼了不起的?但是,紡織成衣業能存活下來的公司,都是靠著IT越做越大,他們的經驗值得學習,中央大學資訊管理學系教授范錚強說:「紡織、成衣業是製造業要學習的典範。」
其實,一件衣服的製造看似就是車縫作業,應該不難,但細究之下是非常複雜的,例如,其中一個困難在於布料的染色,光是同一個染缸,每一批布料的染色,仍會有些微的差異。如果一件襯衫的袖子和袖口所用的布料,分別是來自不同批次的染布,那麼些微的色差就會讓人察覺出來,這件衣服就算做好了也賣不出去。
成衣業所遇到的問題還不只這些,服飾的流行特色,使得成衣業得面臨產品周期短,不確性高的問題,聚陽實業資訊部協理張景全說:「成衣業就是要靠IT來解決這樣的問題。」
透過定性、定量找出生產原則
面對這樣的挑戰,聚陽從ERP系統開始做起,但聚陽馬上發現,市售的ERP系統根本不符合成衣業的需求,原因就在於成衣業的製程與其他製造業完全不同,根本就不適用。
一件衣服中,布料的成本最高,也是需要花最多時間來製造的。布料的成本占了一件衣服的4成,所以布料處理出了問題,就會耗費更大的成本。
布料製造過程中,最大的變數就是染色。即使是同一個染缸,不同批次染好的布料,顏色可能都會略微不同,因而,成衣業者必須為布料註明,這片布是經由哪一個批次的染色作業,在這種情況下,成衣業者面臨料號過長的問題,而一般ERP系統的欄位設計根本不夠他們來使用。
為了解決這個問題,聚陽只好自行客製化開發。他們最後是在Oracle ERP系統的基礎上,架構聚陽全球運籌管理系統(GLIMS),包含全球產區規畫模組、產銷決策模組、訂單核可進度管理模組與生產計畫與控制管理模組等客製化模組,來因應紡織成衣業的產業特殊需求。
聚陽目前在全球共有6個重要的產區,包含中國、菲律賓、印尼、越南、柬埔寨與斯里蘭卡。要如何因應流行服飾產品周期縮短的問題,聚陽則是靠定性與定量,找出最適當的產區,以快速生產衣服。
定性是指人權、文化、制度與各國的政策,比方來說,某些國家的風俗文化是不能加班,但如果接到一筆大訂單,必須要加班才能如期交貨,那麼就不能把這筆訂單分配到不能加班的國家。定量則是指一個廠區的產能,如某廠區只可以生產2千件衣服,一旦接到2千5百件的訂單時,就不適宜在該廠區去製造衣服。
以接獲一筆2千件短褲的訂單為例,聚陽的IT系統運作方式會是,首先由全球產區規畫模組(Product Planning System)計算,要將這些訂單分配到哪些國家,依據的標準就是定性與定量,如菲律賓廠區專精於製造短褲,若有足夠的產能可以應付這筆訂單,那麼產區規畫模組就會先將訂單傳送到菲律賓廠區製造。
聚陽的生產模式是採用三級制,也就是臺北總部(第一級)、各產區(第二級)與產區中的各個工廠(第三級)。當總部分配訂單至第二級的產區中,該產區就會透過產銷決策模組去進行進一步的定性、定量計算,計算完畢就會分配到各個工廠進行製造。
一件衣服的製造,包含裁(剪裁)、車(車縫)、燙(整燙)、包(包裝)等程序,透過生產計畫與控制管理模組(Production Planning & Control)去計算一件衣服的裁車燙包等手續所需的時間與人工成本,比方來說,某個製程1位作業員平均要花費1,024秒才可完成,但某個訂單讓製程複雜度提升,要花費1,054秒,這麼一樣就可以算出這張訂單高於標準值1.1,於是聚陽的系統會將每段製程都統計起來,就可以算出這個訂單所需的成本、難度,並可計算交期。除了可以讓下游客戶即時掌握訂單的製程,還可以透過該模組來評估作業員的績效表現。
從此可以看到聚陽的全球運籌管理系統,主要是根據成衣業的定性與定量來設計,也因此,定性與定量的準確度是相當重要的,聚陽在每周四都會根據訂單與產能的狀況,去更新定性與定量的數值,更重要的是這套系統都是自動化傳輸,避免人為的疏失。
也因此,面對流行服飾產品交期越來越短的趨勢,透過該系統聚陽可以更快速去計算交期,更能掌握每筆訂單的製程進度。
產品周期越來越短,聚陽用CPFR來因應
聚陽今年的重要目標則是CPFR(協同規畫預測與補貨)系統,而這套系統就是為了面對產品變化快、周期短、類別多與難以標準化的挑戰。
目前聚陽已經做到「被動」的CPFR,張景全表示,目前聚陽已經跟部分賣場合作,當賣場賣出該公司製造的衣服,透過POS終端機將資料彙整,就會傳送到聚陽總部。張景全認為,聚陽僅能看到銷售狀況,但賣出一件衣服並不代表賣場未來會加訂一套衣服,若賣場能即時回覆(commit)訂單,這才算是「主動」的CPFR。文⊙林文彬
熱門新聞
2026-02-09
2026-02-10

2026-02-06

2026-02-09

2026-02-10

2026-02-10

2026-02-10
2026-02-09